








Details
规 格:系统尺寸50,由中心锁紧螺钉锁紧
操 作:拧紧中心锁紧螺钉
应 用:适用于Compact和ITS系统
Version:System size 50,lock with central locking bolt.
Operation:Tighten central locking bolt.
Application: System adapter compact ITS.
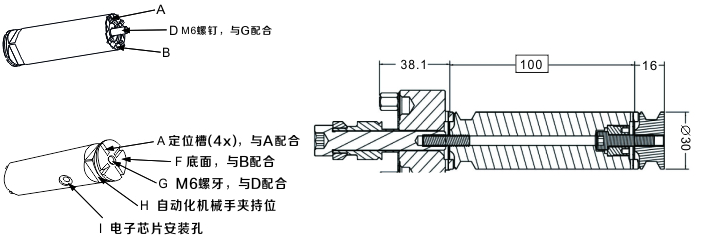
结构说明



应用案例
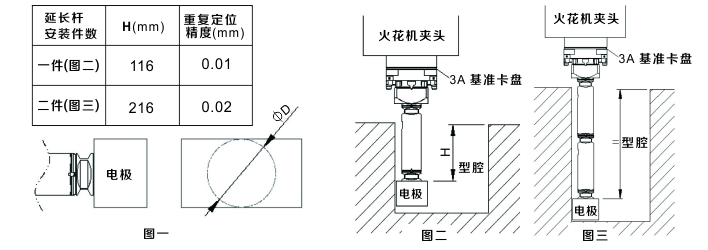
用于夹持的电极大小:30〈D〈75(图一),若需夹持更大的电极,请参考3A—300016╱3A-300017可加工的型腔深度、重复定位精度见下表
操作说明
在3A基准卡盘系统的基础上,小型工具系统可实现在加工中心和EDM火花机之间的快速换装,具体操作步骤如下
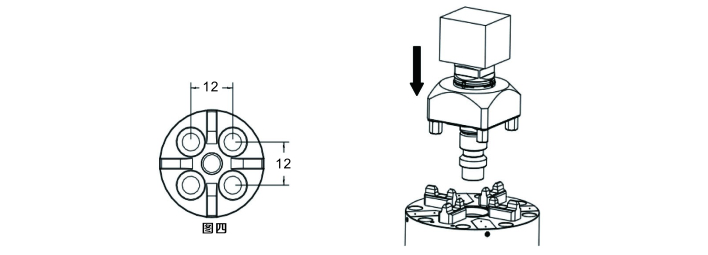
- 电极坯料底面加工牙孔,牙深10,孔间距按小底座(如图四)。
- 电极坯料通过M4螺钉固定在小底座上,小底座通过拉钉组件固定在小卡盘。
- 小卡盘和加工中心上的3A基准卡盘对接,进行对电极坯料的成型加工(如图五)。
- 电极加工完成后,从3A基准卡盘上取下小卡盘,松开小卡盘底部的拉钉螺丝P。
-
在小卡盘和小底座之间加装延长杆,延长杆件数按需选取,
小底座与延长杆的装配方法:用4mm六角扳手从延长杆底部牙孔(G)伸入,锁紧螺钉D;
小底座与延长杆装配完成后,通过拉钉组件装配小卡盘与延长杆。 - 小卡盘和EDM火花机上的3A基准卡盘对接,对型腔进行放电加工。
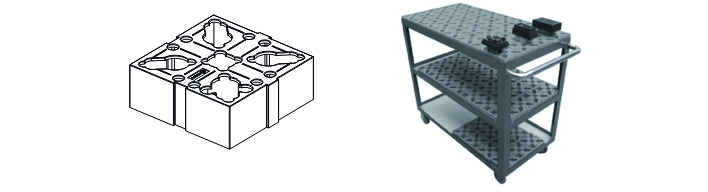
可选配件
3A-300025高胶盒(图六),用于保证工件在转运和存放过程中的安全与整洁。3A-400012电极手推车(图七),用于工件的转运和存放。
使用维护
防止碰伤长期存放时应做防锈处理
使用前应彻底清洁A、B、C、E、F等结构,以保证定位精度
为避免结构损坏、保证加工精度,在铣削工序中,请勿在系统中加装延长杆。
系统使用过程中,结构会逐渐磨损,进而影响定位精度。为保证加工精度,请定期(最长三个月)检测系统精度
重复定位精度的检测方法如下
- 在需要检测的系统上安装一个坯料,坯料侧面加工一个光面,保证其平面度0.002mm与粗糙度0.8
- 加装一个延长杆,通过千分表,在机床上分别检测光面水平方向和垂直方向的误差
- 从小卡盘取下延长杆,在原来方向上旋转90度的整数倍安装,重复第2步,检测其他三个方向的精度
View more about 3A-300032 小卡盘 on main site